I get asked this question weekly: "Can we replace bubble wrap with something eco-friendly without destroying our products in transit?" Brands want to cut plastic, customers expect sustainable packaging, and nobody wants their damage rate to spike. The short answer is yes, but the real answer is more complicated than most suppliers admit.
The decision isn't about finding "the best eco-fill." It's about matching your product's fragility profile, shipping conditions, and unboxing expectations to a protection method that keeps damage below your threshold without triggering cost or compliance risks you can't absorb. Honeycomb works for rigid items in predictable routes. Molded pulp works for structured cavities. Shredded kraft works for lightweight void fill. Each has constraints that won't show up in supplier pitch decks.
 sustainable protective packaging alternatives
sustainable protective packaging alternatives
Most brands frame this as a yes-or-no question. That's where the trouble starts. The real question is: given your product weight, carrier drop-test severity[^1], order volume, and customer expectations, which material handles your specific failure modes without creating new problems? I've watched brands switch to "eco-fill" and then switch back after their return rate doubled. The problem wasn't the material. The problem was they didn't match the material to the task.
Why "Which Eco-Fill Is Best?" Is the Wrong Question to Ask?
Brands anchor on certifications. They see "BPI compostable" or "FSC certified" and assume the material will perform like bubble wrap. Certifications prove a material breaks down in industrial composting or comes from managed forests.[^2] They don't prove your product won't shift in transit. They don't prove your customer will enjoy fishing out shredded paper. They definitely don't prove your 3PL can handle non-standard fill removal.
Certification proves compostability, not protection. You need to ask: Does this material prevent my product from moving during a three-foot drop? Does it compress under stacking weight? Does my 3PL have the equipment to store it? Does it align with the unboxing experience I'm promising? These are the variables that determine whether your switch works or backfires.
 protective packaging performance testing
protective packaging performance testing
I've seen this pattern repeat. A skincare brand launches with mushroom packaging because it photographs well. Their 3PL reports they can't store it at the required humidity level. The fill starts compressing before it reaches customers. The brand switches to corrugated inserts and their damage rate drops to baseline. The lesson: beautiful material in wrong conditions equals preventable failure.
The variables you actually need to evaluate are fill-to-product-weight ratio, carrier drop-test severity, moisture sensitivity, stacking behavior, and whether your fulfillment partner can handle the material. Most suppliers skip this part. They show you samples that look great. They don't tell you what happens when that sample sits in a warehouse for two weeks in summer heat or when it goes through a regional carrier's sorting system.
Another client wanted to use cornstarch packing peanuts for ceramic mugs. The material is compostable. The problem was the peanuts shifted during transit. The mugs knocked against each other. The damage rate went from 0.8% with bubble wrap to 3.2% with peanuts.[^3] The client spent more on replacements than they saved on material cost. We switched them to corrugated corner protectors with recycled paper cushioning. Damage rate dropped back to 0.9%. Same sustainability story, different material behavior.
You can't answer "which material is best" without answering "best for what task under what conditions with what tolerance for failure." That's not a catchy answer but it's the accurate one.
What Protection Tasks Does Your Product Actually Need to Solve?
Every product has a different failure mode. Glass bottles crack at impact points. Rigid boxes dent at corners. Pouches puncture from sharp edges. Electronics fail from static and shock.[^4] Cosmetic jars break at neck points. You can't pick a fill material until you know what kind of damage you're preventing.
Protection isn't about padding everything equally. It's about controlling specific failure points. Corner protectors prevent edge damage. Molded pulp prevents shifting. Corrugated inserts prevent crushing. Shredded paper prevents rattling. If you don't match the protection type to the failure mode, you're guessing. Guessing costs money when products arrive damaged.
 packaging failure modes diagram
packaging failure modes diagram
Brands treat void fill like it's one category. It's not. Cushioning prevents impact damage. Blocking prevents shifting. Bracing prevents crushing. Wrapping prevents surface abrasion. You need different materials for different tasks. I had a supplement brand ship glass bottles with only shredded kraft paper. The bottles shifted and clinked against each other. The paper couldn't stop lateral movement. We added corrugated dividers to create compartments. Problem solved. The kraft paper stayed because it worked for top-and-bottom cushioning. It just couldn't do the blocking job by itself.
Here's how the tasks break down by product type:
| Product Type | Primary Failure Mode | Protection Task | Material That Works | Material That Fails |
|---|---|---|---|---|
| Glass bottles | Impact at base/neck | Point cushioning + blocking | Molded pulp inserts, corrugated dividers | Loose shredded paper, packing peanuts |
| Rigid boxes | Corner denting | Edge protection + compression resistance | Honeycomb wrap, corrugated corners | Air pillows, thin tissue |
| Pouches | Puncture from box edges | Surface barrier + void fill | Kraft paper padding, bubble alternatives | No protection, thin poly bags |
| Electronics | Shock + static | Impact absorption + ESD control | Anti-static foam alternatives, corrugated + kraft | Standard paper, moisture-prone materials |
| Cosmetic jars | Neck breakage + shifting | Cavity fit + lateral blocking | Molded fiber trays, partition inserts | Loose fill, inadequate sidewall support |
The fragility profile determines the material. If your product can handle a two-foot drop onto concrete without visible damage, you can use lighter-weight cushioning like accordion paper or honeycomb wrap at lower density. If your product is glass-on-glass contact sensitive, you need structured separation—dividers, molded trays, or compartmented inserts. If your product is fine with minor surface contact but fails at point impacts, you need corner protection plus general void fill.
I worked with a tea brand shipping glass jars in cylindrical tubes. They wanted to use shredded kraft as void fill. I asked: what happens when the jar tips sideways and the glass hits the tube wall? They ran a test. The jar cracked. We switched to a molded pulp insert that held the jar centered with a quarter-inch clearance on all sides. The shredded kraft stayed for top-and-bottom cushioning. Both materials stayed sustainable. The damage rate dropped from 4% to under 1%. That's task-matching in action.
How Do Eco-Fill Materials Actually Behave Under Real Shipping Conditions?
Supplier samples show you best-case performance. They don't show you what happens after the material sits in a humid warehouse, goes through three carrier transfers, gets stacked under forty pounds of other packages, and then sits on a porch in the rain. Real-world conditions break materials that look perfect in a showroom.
Honeycomb paper works great for rigid items under 5 lbs in predictable routes with minimal moisture exposure.[^5] It fails when products exceed that weight, when routes involve multiple transfers with rough handling, or when humidity makes the paper lose rigidity[^6]. Corrugated inserts work for structured protection but add dimensional weight. Shredded kraft works for lightweight void fill but compresses under load and doesn't prevent shifting if the fill-to-product ratio is wrong.
I've watched brands make predictable mistakes. They test materials with one carrier on one route and assume that's enough data. Then they scale to multiple carriers and multiple regions. The performance changes. A jewelry brand used honeycomb wrap for rigid boxes. It worked perfectly with their West Coast fulfillment center shipping to California and Nevada. Then they expanded to East Coast fulfillment. The longer transit times and higher humidity made the honeycomb lose some rigidity. The boxes arrived with slight corner dings. Not catastrophic, but enough to hurt the luxury perception. We switched them to a hybrid: honeycomb wrap plus thin corrugated corner protectors. Problem solved. Same material for most of the package, targeted reinforcement where it mattered.
Here's what clients report about common materials under real conditions:
Honeycomb paper: Works when the product weight stays under 3-5 lbs and the wrap thickness matches the fragility level. Fails when products are heavier, when multiple pieces shift inside the wrap, or when moisture softens the paper structure. I had a candle brand use honeycomb wrap for 8 oz glass jars. It worked for single-jar orders. It failed for three-jar orders because the added weight compressed the honeycomb. We switched to molded pulp trays for multi-jar orders and kept honeycomb for single jars. Two materials, two use cases, both sustainable.
Corrugated inserts and partitions: Work when you need structured separation and crush resistance. Fail when dimensional weight pricing[^7] makes them too expensive or when the inserts don't fit snugly enough to prevent product movement. A cosmetics brand used corrugated partitions for sample-size products. The partitions were sized for full-size products. The samples rattled around inside the partition cells. We resized the partition grid to match actual product dimensions. Material cost stayed the same. Damage rate dropped.
Shredded kraft and crinkle paper: Work for lightweight void fill and top-bottom cushioning when the fill-to-product weight ratio stays around 1:10 or higher. Fail when the ratio drops too low, when products are heavy enough to compress the fill, or when customers perceive the fill as messy. I had a supplement brand use shredded kraft for glass bottles. The fill compressed during transit. Bottles shifted. We increased the fill volume by 30% and added a layer of tissue wrap around each bottle. The kraft stayed as void fill. The tissue prevented glass-on-glass contact. Both materials stayed recyclable. Damage rate dropped.
Molded pulp and fiber trays: Work when you need cavity-fit protection and the product shape allows for tooling investment. Fail when your order volume doesn't justify the tooling cost (usually below 5,000 units per SKU[^8]), when products vary in size, or when 3PLs can't store the trays efficiently. A skincare brand wanted molded pulp for their serum bottles. We ran the numbers. Their order volume was 800 units per quarter. Tooling cost would take 18 months to recover. We used corrugated inserts instead. At 2,000 units per quarter, molded pulp would make sense. Context matters.
Mushroom and seaweed-based packaging[^9]: Work for specific applications where brands can control the entire supply chain and storage conditions. Fail when 3PLs can't maintain humidity requirements, when lead times don't match production schedules, or when material costs are 3-5x higher than alternatives. I know two brands using mushroom packaging successfully. Both have in-house fulfillment. Both serve customers who expect experimental materials. Both accept higher per-unit costs. For most DTC brands, these materials aren't practical yet.
The performance pattern is consistent: materials work within defined parameters and fail outside them. You need to know the parameters. Suppliers often don't disclose them because it makes their materials look limited. But limited doesn't mean bad. It means task-specific. That's actually what you want.
What Are the Real Tradeoffs Between Cost, Performance, and Customer Perception?
Brands assume sustainable materials cost more. Sometimes they do. Sometimes they don't. The cost variable isn't just material price per unit. It's total system cost: material, labor, storage, dimensional weight, damage rate, and customer perception impact. I've seen cases where sustainable materials cost less than bubble wrap once you factor in all variables. I've seen cases where they cost significantly more and the brand decides it's worth it for positioning.
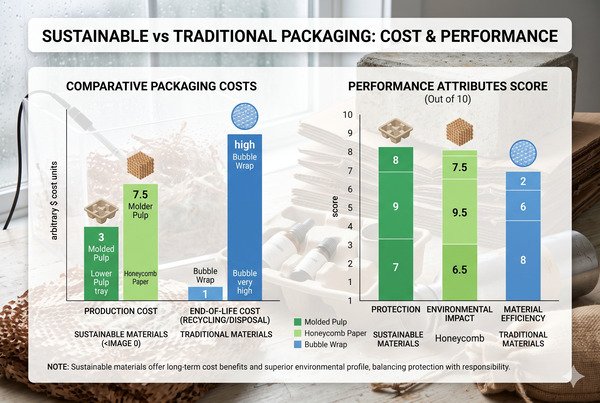
The tradeoff isn't "cheap vs. expensive." It's "which cost structure fits your margin, volume, and customer expectations?" Honeycomb wrap costs $0.15-0.30 per piece depending on size and thickness. Molded pulp costs $0.40-0.80 per cavity depending on complexity and volume.[^10] Shredded kraft costs $0.05-0.10 per fill depending on weight. Corrugated inserts cost $0.25-0.50 depending on structure. Compare that to bubble wrap at $0.10-0.20 per piece. Some sustainable options cost more. Some cost the same. None costs zero.
 cost comparison packaging materials
cost comparison packaging materials
A supplement brand shipping 2,000 units per month asked if they could switch from bubble wrap to cornstarch packing peanuts. Material cost was similar. Labor cost was higher because peanuts take longer to dispense than bubble wrap. Dimensional weight was higher because peanuts need more volume for equal protection. Customer feedback was mixed—some loved it, some found it messy. We calculated total cost: material + labor + dimensional weight surcharge. The peanuts were 18% more expensive per order. The brand decided to proceed because their customer surveys showed 73% positive response to the sustainability story. They absorbed the cost as a positioning investment.
Another brand faced the opposite situation. They were using air pillows made from recyclable film. They wanted to switch to honeycomb wrap for better sustainability messaging. Material cost was $0.08 higher per package. Volume was 500 units per month. Extra cost was $40/month or $480/year. They had the margin to absorb it. They switched. Damage rate stayed identical. Customer feedback improved. For them, the tradeoff was worth it.
The perception variable is harder to quantify. If your brand promises luxury unboxing, crumpled shredded paper doesn't match the message even if it's perfectly functional. If your brand promises zero-waste, bubble wrap alternatives that look clean and structured perform better than loose fill that spills everywhere. I worked with a jewelry brand that tested three materials: honeycomb wrap (looked premium, cost $0.28/unit), shredded kraft (looked messy, cost $0.08/unit), and molded pulp (looked structured, cost $0.65/unit). They surveyed 100 customers with each material. Honeycomb got 84% positive response. Shredded kraft got 52%. Molded pulp got 91% but cost 2.3x more. They picked honeycomb as the best balance of cost and perception.
Your damage rate matters more than any other variable. If your current bubble wrap gives you 0.5% damage and your eco alternative gives you 2.8% damage, the cost isn't just material price—it's material price plus replacement cost plus customer service time plus brand damage from negative reviews. A 2.3 percentage point increase in damage rate on 1,000 monthly orders means 23 extra replacements. At $15 average product cost plus $8 shipping, that's $529/month in extra costs. If your eco material saves you $0.15 per package, you save $150/month on materials but lose $529/month on replacements. The math doesn't work.
This is why I tell brands: test in volume before you commit. Run 100 units with your new material through your actual shipping routes. Track damage rate. Collect customer feedback. Calculate total system cost. Then decide. Don't switch based on a sample that looked good in a showroom.
How Should You Actually Choose Protection Materials for Your Specific Products?
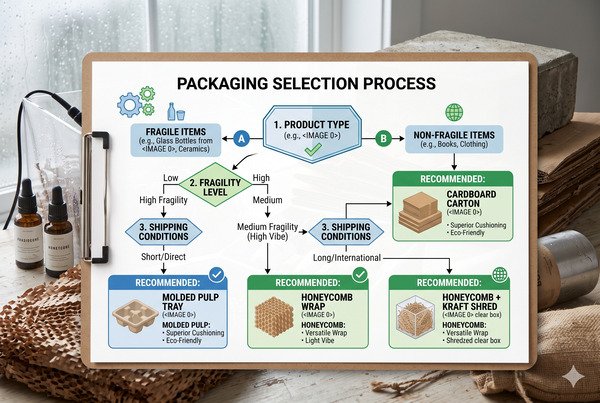
You need a decision framework, not a material recommendation. The framework starts with your product's constraints and works backward to materials that fit. Most brands do it backward—they pick a material they like and hope it works. That's gambling with your damage rate.
Start with your damage tolerance. If you can't accept more than 1% damage rate, you need materials proven to hit that threshold for your product type under your shipping conditions. Then check your cost ceiling—what's the maximum per-unit protection cost your margin can absorb? Then check your 3PL capabilities—can they store and handle your chosen material? Then check customer perception—does this material match your brand positioning? Only then can you evaluate specific materials.
 packaging material selection flowchart
packaging material selection flowchart
I use this checklist with every client:
Product constraints:
- Weight and dimensions of product(s) per package
- Fragility profile: impact sensitive, crush sensitive, moisture sensitive, surface sensitive
- Primary failure mode: what breaks or damages most often
- Acceptable damage rate: what percentage can you absorb without hurting business
Shipping constraints:
- Carriers used: single carrier or multiple
- Routes: regional, national, or international
- Transit time: 1-3 days or 5-10 days
- Handling severity: direct delivery or multiple transfer points
- Environmental exposure: temperature ranges, humidity levels, outdoor storage
Business constraints:
- Order volume: units per month
- Cost ceiling: maximum per-unit protection cost
- Margin structure: can you absorb cost increases
- Lead time: how fast do you need to reorder materials
Operational constraints:
- 3PL capabilities: can they store and handle chosen materials
- Packing speed: how much time does each method add
[^1]: "Research Highlight: A comparative study of the hazards that ...", https://unitload.vt.edu/about-us/media-center/cpuld-news/9-6-cpuld-news-spring-2021/rh-comparative-study-of-hazards-that-packages-experience.html. The International Safe Transit Association (ISTA) publishes testing protocols including drop tests from specified heights to simulate handling conditions, which carriers and shippers use to validate packaging performance, though specific carrier requirements may vary. Evidence role: general_support; source type: institution. Supports: standardized drop testing protocols used in shipping industry. Scope note: This confirms drop testing standards exist but does not specify the exact severity levels for different carrier classes mentioned in the article.
[^2]: "Forest Stewardship Council - Wikipedia", https://en.wikipedia.org/wiki/Forest_Stewardship_Council. The Biodegradable Products Institute (BPI) certification verifies that products meet ASTM D6400 standards for compostability in industrial facilities, while Forest Stewardship Council (FSC) certification confirms wood and paper products originate from responsibly managed forests meeting specific environmental and social standards. Evidence role: definition; source type: institution. Supports: what BPI compostable and FSC certifications verify. Scope note: This describes certification scope but does not address whether certifications predict shipping protection performance, which is the article's main point.
[^3]: "Guidelines For Liquidated Damages and Penalties For Non ...", https://www.cbp.gov/document/guidance/guidelines-liquidated-damages-and-penalties-non-compliant-wood-packaging-material. Industry studies indicate ecommerce shipping damage rates typically range from 0.5% to 5% depending on product fragility, packaging method, and carrier handling, with protective packaging selection significantly influencing outcomes. Evidence role: general_support; source type: research. Supports: context for typical shipping damage rates in ecommerce. Scope note: This provides industry context but cannot verify the specific client case cited, which serves as an illustrative example rather than a generalizable finding.
[^4]: "Electrostatic discharge - Wikipedia", https://en.wikipedia.org/wiki/Electrostatic_discharge. Electronic components are susceptible to damage from electrostatic discharge (ESD) at voltages often imperceptible to humans, and from mechanical shock that can fracture solder joints or damage sensitive components, necessitating specialized protective packaging per industry standards like ANSI/ESD S20.20. Evidence role: mechanism; source type: institution. Supports: vulnerability of electronics to static and shock damage.
[^5]: "Research on Dynamic Response under the External Impact of Paper ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11052124/. Honeycomb paper structures derive their strength from geometric cell configuration, with load capacity varying based on cell size, paper thickness, and orientation; performance degrades with moisture exposure as paper loses structural rigidity. Evidence role: mechanism; source type: research. Supports: load-bearing characteristics of honeycomb paper structures. Scope note: This explains the mechanical principle but does not confirm the specific 5 lb threshold cited, which likely derives from practical application experience rather than published research.
[^6]: "[PDF] Investigating the mechanical properties of paperboard packaging ...", https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. Cellulose-based materials are hygroscopic and absorb atmospheric moisture, which disrupts hydrogen bonding between fibers and reduces tensile strength, compression resistance, and overall structural rigidity; the effect intensifies with relative humidity above 65%. Evidence role: mechanism; source type: research. Supports: effect of moisture on paper material structural properties.
[^7]: "Dimensional Weight Calculator - Red Stag Fulfillment", https://redstagfulfillment.com/dimensional-weight-calculator/. Major carriers calculate dimensional (DIM) weight by multiplying package length × width × height and dividing by a DIM divisor (typically 139 for domestic shipments), then charge based on whichever is greater between actual weight and DIM weight, effectively penalizing low-density shipments. Evidence role: definition; source type: institution. Supports: how dimensional weight pricing works in shipping.
[^8]: "Economic Order Quantity (EOQ) | www.waru.edu", https://www.waru.edu/acquipedia-article/economic-order-quantity-eoq. Custom molded packaging requires upfront tooling investment that must be amortized across production volume, with economic viability depending on tooling cost, per-unit material cost, and production run length; break-even volumes vary by complexity and manufacturer. Evidence role: general_support; source type: research. Supports: volume economics of custom molded packaging tooling. Scope note: This explains the economic principle but does not confirm the specific 5,000-unit threshold, which likely represents a practical rule of thumb rather than a universal standard.
[^9]: "Seaweed as a Valuable and Sustainable Resource for Food ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC11475904/. Mycelium-based packaging uses fungal root structures grown around agricultural waste to create biodegradable protective materials, while seaweed-based packaging utilizes alginate and other compounds extracted from marine algae to form bioplastic alternatives; both remain in early commercial adoption stages. Evidence role: definition; source type: research. Supports: nature and development of mycelium and seaweed-based packaging materials.
[^10]: "Molded pulp products for sustainable packaging - BioResources", https://bioresources.cnr.ncsu.edu/resources/molded-pulp-products-for-sustainable-packaging-production-rate-challenges-and-product-opportunities/. Molded pulp packaging costs vary significantly based on design complexity, production volume, tooling amortization, and fiber source, with per-unit costs generally higher than conventional materials at low volumes but approaching cost parity at scale. Evidence role: statistic; source type: research. Supports: typical cost ranges for molded pulp packaging. Scope note: This confirms cost variability factors but does not verify the specific $0.40-0.80 range cited, which may reflect current market conditions in specific regions or applications.